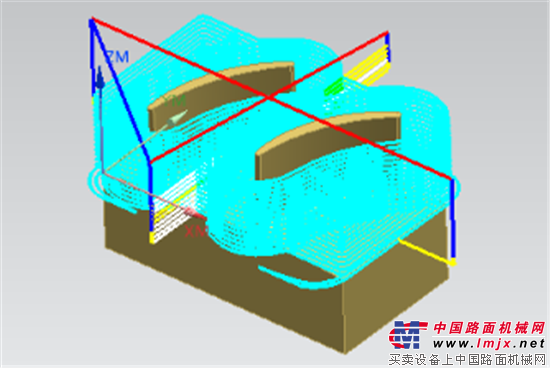
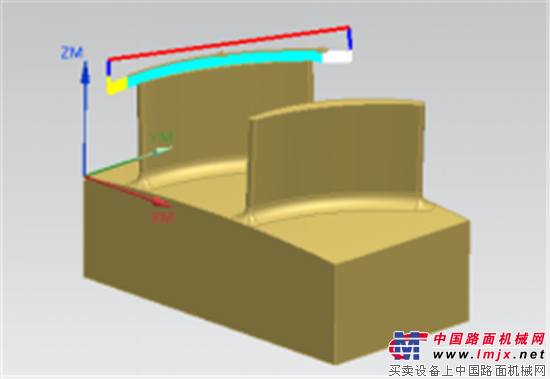
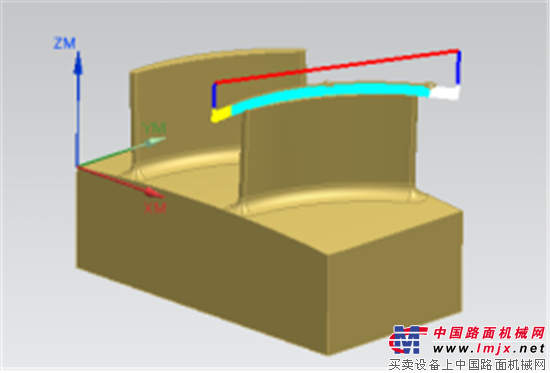
Aeroengine parts generally have double difficult machining characteristics of materials and structures, high processing tool costs, and processing quality and processing efficiency are difficult to guarantee. How to effectively evaluate the cutting performance and preferred tool of the tool has become one of the technical problems to be solved in the domestic aero-engine manufacturing field. To this end, Nanjing University of Aeronautics and Astronautics takes a typical part of the aero-engine's whole blade, casing and disk shaft as the research object, and proposes a comprehensive evaluation method of the tool performance for the typical parts of the aeroengine, which is selected for the rough and finishing process. Different tool performance evaluation indexes were used to construct a comprehensive evaluation model of rough and finishing tool performance by using grey system theory. Anchoring processing difficulties Titanium alloys and high-temperature alloys have excellent comprehensive properties and are ideal materials for processing typical parts of aero-engines. However, typical parts contain materials and structures that are difficult to machine and pose serious challenges to cutting tools. Choosing the right tool is critical to improving the processing efficiency of typical parts and ensuring process quality stability. At the same time, the rapid innovation of tool materials, coating technology and tool structure has promoted the rapid development of cutting technology, providing strong support for improving processing efficiency, ensuring processing quality and reducing production costs. Therefore, it is particularly important to achieve tool optimization by evaluating tool performance. †The overall leaf disc has many technical difficulties. It has a large size and a wide range. The outer diameter contour is generally between Φ600 and Φ1200mm. It requires a large-scale processing equipment. It has a complicated structure, and its disc and blade adopt an integrated design structure. The curved surface, especially the blade of the fan's integral leaf disc, is wide chord, large twist angle, poor openness of the channel, complicated profile of the drum and blade joint, and difficult machining, determining the five-axis machining method and solving the multi-constraint Machining interference, calculation of complex tool axis vector calculations, etc. are essential; at the same time, dimensional, geometrical tolerance and surface roughness are highly accurate, and dimensional and geometrical tolerances are generally required to be detected in a free state, while the entire machining process is at In the limit state, the state of the two will be different. Therefore, the machining process will tighten the tolerances, which makes the machining more difficult; the blade part of the whole leaf disc is a cantilever structure, the blade wall thickness is thin, and the overall leaf disc is rigid. It is weak, and it is easy to produce flutter and deformation during processing. Therefore, certain measures need to be taken in the design and processing of the fixture. To solve the problem of flutter and machining deformation to improve the cutting rigidity; the material of the whole leaf disc is mostly titanium alloy or high-temperature alloy. Such difficult-to-machine materials are difficult to cut, and it is necessary to select the tool material and tool structure suitable for the whole leaf disc cutting process. And geometric dimensions. Figure 1. Three-dimensional view of the integral leaf disc reference piece, which mainly includes two typical difficult-to-machine structural features of the blade and the runner. The material of the whole leaf disc reference material selected as the research is titanium alloy TC4, the contour size is 100mm×53mm×63mm, the blade height is 30mm, the thinnest part is less than 2mm, the flow channel arc radius is 480mm, and the transfer arc The radius is 4mm and the bottom clamping height is 30mm. In order to improve the efficiency of rough milling and ensure the stability of the machining, the overall blade standard reduces the free surface of the blade to a ruled surface to reduce the difficulty of rough milling, and can realize the four-axis milling of the blade. The reference component ignores the secondary features and includes the most typical structural features of the integral leaf blade and runner. Routing and processing Roughing strategy. The purpose of the roughing is to complete the removal of the main machining allowance between the blades and the uniformity of the subsequent machining allowance of the blades. The overall blade disc reference part roughing and slotting adopts large feed tool, adopts cavity milling, closed area spiral feed, open area linear feed, the balance is 0.6mm. The cutting parameters of WSM35S and WSP45S are cutting speed Vc=80m/min, feed per tooth fz=1mm/Z, radial depth of cut ae=12.5mm, axial depth of cut ap=0.6mm. Fig. 2 Legend of the roughing path of the whole leaf disc reference part roughing The actual machining uses the WALTER machine-type indexable large feed blade, the tool diameter is 25mm, the tool holder grade is F4030.T22.025.Z02.01, and the blade grades are P23696-1.0 WSM35S, P23696-1.0 WSP45S, The series has a front angle of 16° and a rear angle of 14°. Figure 3. Roughing shank and its blade Semi-finishing strategy. The purpose of semi-finishing is usually to smooth the finishing of the residual machined surface after roughing, or to clear the corners, so that the workpiece surface is evenly balanced, ready for fine work. The semi-finishing of the top of the whole blade disc reference piece adopts plane milling to remove the blade tip margin, the closed area spiral feed, and the open area linear feed. WALTER solid carbide tool H7073717-12-2 was selected. The cutting parameters were cutting speed Vc=90m/min, feed per tooth fz=0.06mm/Z, radial depth of cut ae=6mm, axial division was five. Layer: axial depth of cut ap = 0.6 mm. The semi-finishing tool is the WALTER Protostar Ti 40 series solid carbide tool H7073717-12-2, which has 4 cutting edges with a corner radius of 2 mm and a helix angle of 40o. (a) (b) Figure 4. Example of semi-finishing path of the overall leaf disc reference piece Finishing strategy. The purpose of finishing is to ensure good processing quality and dimensional accuracy. Finishing directly determines whether the actual machining effect can meet the actual demand. In the finishing process, the blade features are processed first by different methods, and the runner characteristics are processed later. The blade adopts variable contour milling, curved surface driving method, the projection vector is toward the driving body, the blade shaft adopts the side blade driving body, the roll angle is 10o, the feeding mode is linear-perpendicular to the component, and the cutting parameter is the cutting speed Vc=60m/ Min, feed per tooth fz=0.04mm/Z, radial depth of cut ae=0.3mm, axial depth of cut ap=1.2mm. The flow path also adopts variable contour milling, a curved surface driving method, and the projection vector is oriented toward the driving body, and the cutting axis is perpendicular to the driving body. The feeding mode is arc-perpendicular to the part, the cutting parameter is cutting speed Vc=80m/min, feed per tooth fz=0.04mm/Z, radial depth of cut ae=1mm, axial depth of cut ap=0.3mm . The WALTER solid carbide tool is used in the finishing process, and the finished ball cutter tool grade is H7073717-12-2. Figure 5 Finishing ball cutter Experimental results and analysis According to the established machining strategy and the cutting parameters of the tool, the overall blade disc reference piece (two pieces in total) is finally processed to verify the cutting performance of different tools. The roughing result of the overall leaf disc reference piece is shown in Fig. 6. Figure 6. Legend after roughing of the integral leaf disc reference piece Roughing the results of each blade test: The above is the measurement result of the flank wear when the flow path characteristics of the two blade processing reference parts, the flank wear VB is the flank wear amount after the corresponding tool finishes the flow path feature, and the metal removal rate can be calculated by using the cutting parameters. get. According to the above measurement and calculation results, the rough machining model constructed can be used to perform gray comprehensive evaluation of the machining tool. Gray comprehensive evaluation results of roughing each blade performance: The key to evaluating the tool performance using the grey correlation analysis method is to calculate the weighted correlation vector γ', and use the maximum weighted correlation degree γi to determine the relative optimal cutting tool. In the roughing process of the reference flow path feature, the weighted correlation vector γ'=(1,0.553) and the maximum weighted correlation degree γi=max(1,0.553)=γ1, so the cutting performance of the blade WSM35S is better than the blade WSP45S. At the same time, it can be seen that the removal rates of the two kinds of blade metals are the same, and the tool performance can be judged directly through the flank wear, but the metal removal rate is the coincidence, and does not affect the rough machining evaluation model for the general use. Figure 7. Overall leaf disc reference piece finishing clip diagram Figure 8 After finishing the whole leaf disc reference piece Finishing the test results of each tool: The above is the measurement result of surface roughness, dimensional error, and flank wear of the finishing evaluation index. The measurement results of each index are the measurement results after the blade and runner characteristics are processed. Based on this, the machining tool was subjected to gray comprehensive evaluation using the constructed finishing model, and the evaluation results are as follows. By separately evaluating the rough and finishing tools with the established gray comprehensive evaluation model, the following conclusions are finally obtained. (1) Typical structural characteristics have a significant impact on the performance of the tool. Different structural features of the same tool will reflect different cutting performance. Therefore, it is necessary to optimize the tool for different structural features to improve the processing efficiency and ensure Processing quality and stability. (2) When roughing the flow path characteristics of the integral leaf disc reference piece, the cutting performance of the blade WSM35S is better than that of the blade WSP45S under the same cutting parameters. When finishing the blade and runner characteristics of the integral leaf disc reference piece, the comprehensive cutting performance of the WALTER 4 tooth ball head tool is superior to the comprehensive cutting performance of other brand ball head tools. Ldtn Type Condensate Pump,Condensate Pipeline Pump,Vertical Condensate Pump Shenyang pump products sales co., LTD , http://www.syipsc.com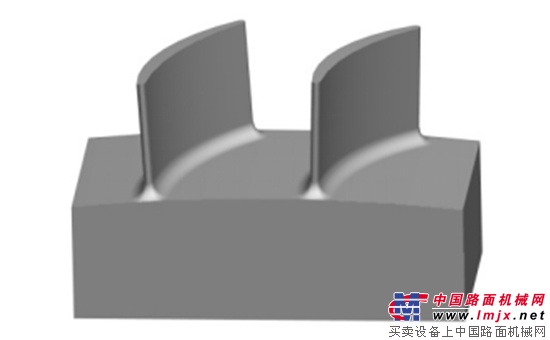






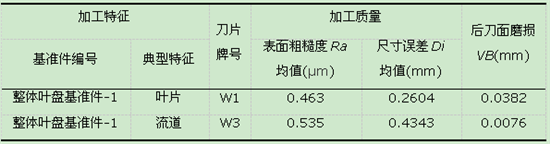
Gray comprehensive evaluation results of the best blade performance of finishing: